專業解決五金沖壓難題
高精密異形件加工,一站式解決方案



五金沖壓模具是五金沖壓加工的重要組件,單件構成模具實體的部分零件在制造過程中根據圖紙上標注的尺寸和公差進行獨立加工(如落料凹模、沖孔凸模、導柱和導套、模柄等)。這些零件通常直接進入總成,在制造過程中,某些零件的某些尺寸可以根據圖紙上標注的尺寸進行加工,相關尺寸需要協調;有些需要在進入組裝之前通過復合進行處理,有些需要在組裝過程中通過復合進行協調。圖中標注的尺寸作為參考(如模座的導套導柱固裝孔,多凸模固定板上的凸模固裝孔,需連接固定在一起的板件螺栓孔、銷釘孔等)。
29
2022-07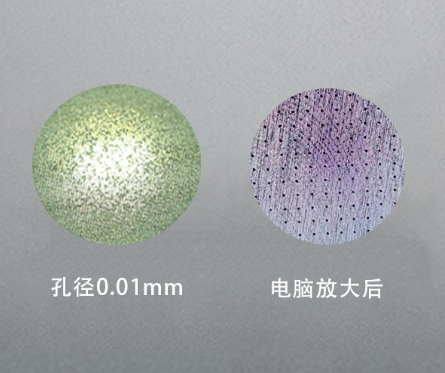
微孔加工?過程中,電火花也是常用的方案之一,電火花加工是一種利用電能和熱能進行加工的新工藝,俗稱放電加工。電火花加工是靠工具與工件間不斷產生的脈沖性火花放電,利用放電時產生局部、瞬時的高溫把金屬材料逐步蝕除下來。
29
2022-06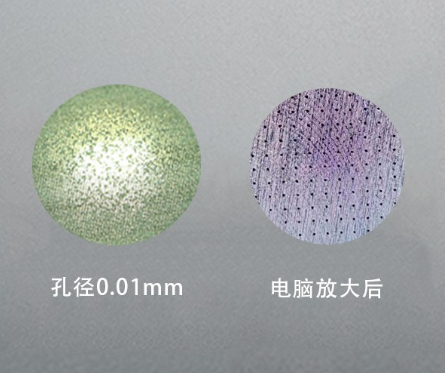
浩鑫精密異形微細孔加工范圍:提供金屬、鋁合金、模具鋼、銅、不銹鋼、鈦合金、非金屬、鋁基板、銅基板等材質的精密零部件、工件、非標件微小孔加工。
27
2022-06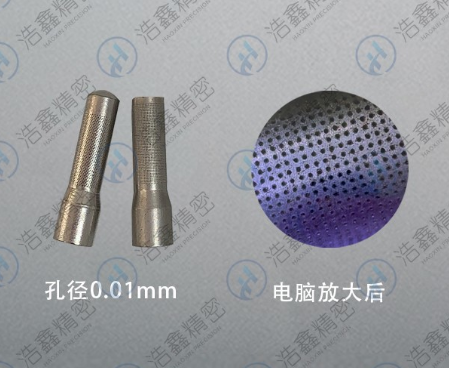
浩鑫精密異形微細孔加工范圍:提供金屬、鋁合金、模具鋼、銅、不銹鋼、鈦合金、非金屬、鋁基板、銅基板等材質的精密零部件、工件、非標件微小孔加工。
23
2022-06
為正確調整好沖裁模,必須保證以下調整要點。一、調整好凸、凹模的配合深度應調整五金沖壓模的上、下模有良好的配合,保證上、下模的工作零件凹、模相互咬合深度適中,不能太深與太淺,應以能沖下合適的零件為準,一般五金沖壓模保證凸模進入凹模的深度為0.5~1mm,采用硬質合金時不應超過0.5mm. 凸、凹模的配合深度是依靠調節壓力機連桿長度來實現的。二.、調整好凸、凹欖的間隙 五金沖壓模必須保證相吻合的凸、凹模周邊有均勾的間隙...
17
2022-06
沖壓加工中為延長壓力機使用壽命,確保壓力機精度,操作人員必須正確做好壓力機的日常維護保養工作。維護保養好壓力機既有利于保證沖壓件加工質量和減少設備故障,又有利于保障操作人員的人身安全和減少安全事故的發生
13
2022-06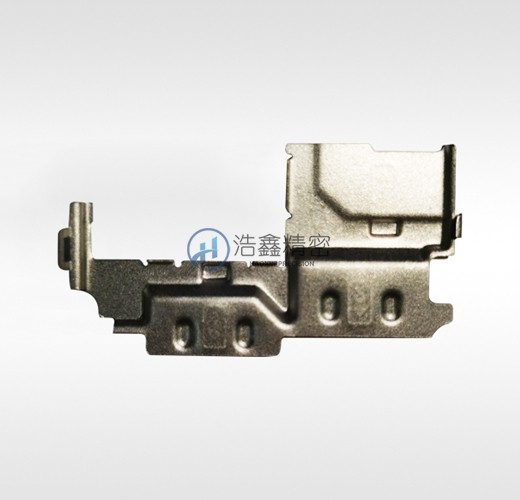
五金沖壓加工中降低沖裁力的措施有哪些?其原理是什么?降低沖裁力的目的是為了使較小噸位的壓力機能沖裁較大、較厚的制件,常采用階梯沖裁,斜刃沖裁和加熱沖裁等方法。下面浩鑫精密為您詳細講解:(1)階梯沖裁在多凸模的沖模中,將凸模做成不同高度,按階梯分布,可使各凸模沖裁力的最大值不同時出現,從而降低沖裁力。階梯式凸模不僅能降低沖裁力。而且能減少壓力機的振動。在直徑相差較大、距離又很近的多孔沖裁中,一般將小直徑凸...
08
2022-06
對于如何提高五金沖壓件的精度這個問題,很多人都以為只需要將模具的零件精度做好了就行了,采用好的線割,水磨,PG等設備加工,精度是否就夠了呢?在這里告訴大家,好的先進的設備當然能加工出好的零件,但是每個零件之間合理的相互配合也是影響五金沖壓件精度的一個重要指標
02
2022-06
手機支架五金沖壓加工的特點:分析來板料的厚薄, 國家標準中將4mm以下的板料稱作薄板,不小于4mm的板料稱作厚板。厚板與薄板比較,沖壓加工技術上有許多不同的特點,一種零件是否適合用沖壓加工方法,要看該零件的結構形狀、尺寸精度和材料三個方面是否具備一定的沖壓工藝性。板料厚度是沖壓件結構工藝性中的一個重要因素,它是安排工藝過程和選擇沖壓設備的主要依據。此外,加工零件的板料厚度、零件生產批量還是選擇模具類型、設...
28
2022-05
精密五金沖壓件表面出現劃痕主要是由于工件和模具表面存在相對移動,在一定壓力的作用下,致使坯料與模具局部表面直接產生摩擦,加之坯料的變形熱使坯料及金屬屑熔敷在模具表面上,使工件表面擦傷產生劃痕
26
2022-05

全國服務熱線:
15920074429
全國統一服務熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳市龍華區觀瀾石頭角工業區11號



