專業(yè)解決五金沖壓難題
高精密異形件加工,一站式解決方案
高精密異形件加工,一站式解決方案


2022-12-20 來源:浩鑫精密
影響鋁合金微小孔鉆削工藝性能的因素,除刀具材料以外,主要是主軸轉(zhuǎn)速和進(jìn)給速度等鉆削工藝參數(shù)。本節(jié)根據(jù)上述鋁合金微小孔鉆削試驗(yàn)結(jié)果,對采集的鉆孔過程鉆削力(軸向力和扭矩)數(shù)據(jù)進(jìn)行分析處理,探索主軸轉(zhuǎn)速和進(jìn)給速度對鉆削力的影響規(guī)律,以進(jìn)一步研究鉆削工藝參數(shù)對鋁合金微小孔鉆削工藝性能的影響。
鉆削力數(shù)據(jù)分析處理的方法是,針對各孔加工中測的軸向力和扭矩?cái)?shù)據(jù),分別求其在鉆削階段數(shù)據(jù)的平均值,作為該孔加工中鉆頭承受的軸向力和扭矩試驗(yàn)值。
1 主軸轉(zhuǎn)速對鉆削力的影響規(guī)律
進(jìn)行鋁合金微小孔鉆削試驗(yàn),在12mm/min、24mm/min、36mm/min、48mm/min 和60mm/min 的不同進(jìn)給速度下考察主軸轉(zhuǎn)速對鉆削軸向力和扭矩的影響。主軸轉(zhuǎn)速為8000~22000r/min
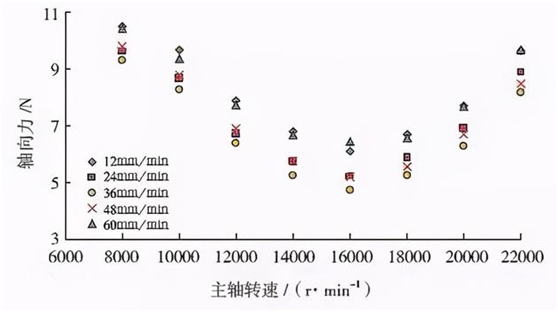
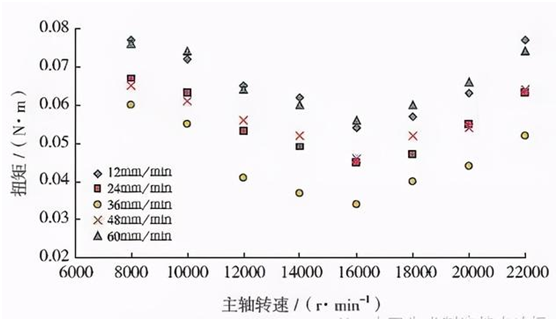
2 進(jìn)給速度對鉆削力的影響規(guī)律:進(jìn)行鋁合金微小孔鉆削試驗(yàn),在8000r/min、10000r/min、12000r/min、14000r/min、16000r/min、18000r/min、20000r/min 和22000r/min 的不同主軸轉(zhuǎn)速下考察進(jìn)給速度對鉆削軸向力和扭矩的影響。進(jìn)給速度為12~60mm/min。


如圖分別為不同主軸轉(zhuǎn)速下改變進(jìn)給速度時(shí)鋁合金微小孔鉆削加工中軸向力和扭矩試驗(yàn)數(shù)據(jù)的匯總圖。同樣,總體的趨勢是:隨著進(jìn)給速度增加,軸向力和扭矩逐漸減小;進(jìn)給速度為36mm/min 時(shí),軸向力和扭矩最小;之后,隨著進(jìn)給速度增加,軸向力和扭矩又開始逐漸增大。上述規(guī)律并不因?yàn)橹鬏S轉(zhuǎn)速的不同而改變。
總結(jié):鋁合金微小孔鉆削中的最佳主軸轉(zhuǎn)速是16000r/min,最佳進(jìn)給速度是36mm/min。在此切削條件下進(jìn)行鉆孔加工,軸向力和扭矩最小。根據(jù)金屬切削機(jī)理,切削力小,切削產(chǎn)生的熱量少,切削區(qū)溫度低,切屑熔結(jié)等粘刀現(xiàn)象減少,不僅刀刃磨損和缺損減少,而且刀屑摩擦減小,切屑處理性改善,切屑堵塞的風(fēng)險(xiǎn)降低。因此,有利于避免刀具折斷,延長刀具壽命。

全國服務(wù)熱線:
15920074429
全國統(tǒng)一服務(wù)熱線
15920074429
郵箱 :szhaoxinjingmi@163.com
總部地址:深圳市龍華區(qū)觀瀾石頭角工業(yè)區(qū)11號


